Call: 08045476109
 Send Inquiry
Send Inquiry
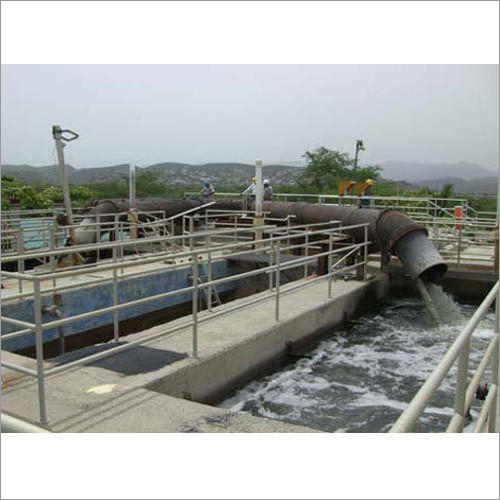
Industrial Sewage Treatment Plant is known for treating wastewater formed by industries. This is used to treat the undesirable by-product. The plant provides good quality reusable water. Its functioning is needed for the protection and welfare of environment. Industrial Sewage Treatment Plant can process the waste included with different chemical components. The plant has good processing and ultimate functionality. The plant is well known for different new projects and boasts of novel technologies such as rainwater harvesting, wastewater treatment, water location transfers, desalination, and others. Feed flow rate is 400 m3/day.
Specification
|
Minimum Order Quantity |
1 Unit |
|
Industry |
Sugar, Chemical, Petroleum Industry, Automobile, etc |
|
Air Blower Power |
1-1.5 kW |
|
Feed Flow Rate |
400 m3/day |
|
Air Blower Count |
2 |
|
Brand |
JRMS |
|
Water Pump Power |
1.5 kW |
|
Voltage required |
380 V |
|
Industry |
Sugar, Chemical, Petroleum Industry, Automobile, etc |
|
Air Blower Power |
1-1.5 kW |
|
Feed Flow Rate |
400 m3/day |
|
Air Blower Count |
2 |
|
Brand |
JRMS |
|
Water Pump Power |
1.5 kW |
|
Voltage required |
380 V |

Price:

Price 100000 INR / Piece
Minimum Order Quantity : 1 Piece
Material : Mild Steel, FRP Lined
Application : Industrial
Product Type : Sewage Treatment Plants
Operation Type : Semi Automatic

Price 750000 INR / Piece
Minimum Order Quantity : 1 Piece
Material : Iron
Application : Industrial
Product Type : Other, Industrial Stp Plant
Operation Type : Automatic

Price 100000 INR / Plant
Minimum Order Quantity : 1 Plant
Material : Iron
Application : Industrial
Product Type : Sewage Treatment Plants
Operation Type : Semi Automatic

Price 100000 INR / Plant
Minimum Order Quantity : 1 Plant
Material : Iron
Application : Industrial
Product Type : Sewage Treatment Plants
Operation Type : Semi Automatic
GST : 19BJTPP9944F1Z9
|

 Send Inquiry
Send Inquiry
